


(一)、修复流程:
1.对设备冲蚀缺损部位进行补焊,选用与设备基材同材质或接近的钢板/钢筋进行骨架焊接;
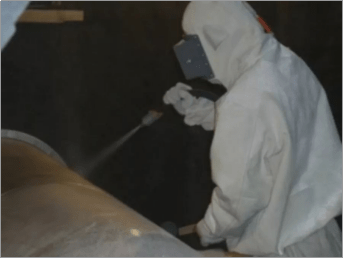
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。或用氧气乙炔去除工件表面的油脂和潮气;
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。
(二)、耐磨防腐材料选用:
1.RJ-YHL-1.0-2.0复合陶瓷耐磨修复材料
2.RJ-YHG3.0-3.5特种耐磨修复材料
3.RJ-100耐磨修复材料
该材料能在流体环境中抗强腐蚀强气蚀并有极好的抗冲击性。可长期抵御流体中夹带固体(如砂石)的冲击。适用(-20℃~250℃)管道、弯头、非标管的过流冲蚀、设备的大面积修复、设备预涂耐磨层。

(四)、耐磨材料施工:
1、RJ耐磨材料施工流程
严格按照胶粘剂配比进行混合搅拌,搅拌完成后的胶粘剂盛在料盘中对预热完成的工件进行施胶,混合后的胶粘剂在料盘中停留时间不能超过3分钟,以保证胶粘剂对工件的充分粘合。施工完成后,对检查出的缺陷进行及时修补。
固化:在常温30°下24小时自然固化,不同条件可延长固化时间。
研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,密封相配面应试配合格。
我公司研发的RJ耐磨材料-是由耐磨颗粒(碳化硅、金刚砂等)与改性树脂进行复合得到耐磨防腐涂层材料。
RJ耐磨材料不仅适用于管道、弯头、非标管,其他诸如选矿设备、化工设备、电力设备、冶金设备我们也都能修复。

